定位销含义:定位销,以工件孔作为定位基准,参与限制物体自由度的零件,控制物品在X 、Y 、Z 三个轴向的直线运动,和绕着X、 Y 、Z的旋转运动的六个自由运动度。在由两部分或更多部分构成的模具中,使模具相邻两部分准确定位而设计的销。
定位销也叫固定销。其用途是模具零件的定位。
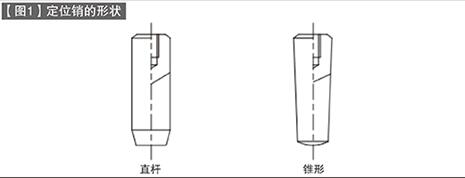
如【图1】所示,定位销有直杆型和锥型。
上述类型分别还有攻丝型。JIS标准将其称为冲压模具用固定销(B5062 仅直杆型)。JIS中另外还有作为机械零件的平行销(B1354)和锥形销(B1352),精度比模具用途低。
外径精度、表面粗糙度及材质的硬度是定位销的必要条件。
定位销应轻轻压入孔中使用。保持力由定位销被压入孔中时因弹性变形获得的表面压力及摩擦形成。因此,使用定位销时,定位销的外径精度和孔精度的关系非常重要。
由于要把销径压入孔径,因此孔径要稍小,如果是生料和淬火料,若不改变孔径,保持力及定位销的压入力会产生差异。因此生料应将孔径缩小10μm、淬火料应将孔径缩小5μm左右。
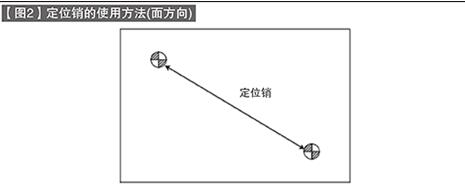
定位销的基本使用方法请见【图2】,将2根定位销压入板中,注意防止错位。位置尽量离远有利于提高精度。
孔径和深度的关系以定位销保持部长度为定位销直径的2倍为宜,最小应与直径等长,最大不超过直径的3倍。若孔的深度小于定位销直径,定位精度会变差;若超过定位销直径的3倍,则很难进行确保精度的孔加工。
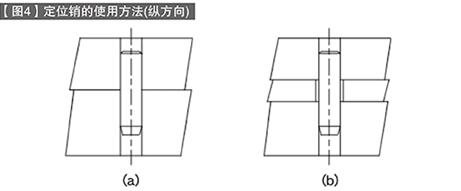
如【图4】(a)所示,对两个零件进行定位是定位销的基本使用方法。但是,如【图4】(b)中所示,也有穿过3张板使用的情况,中间板上的孔为自由尺寸孔,避开定位销。由于定位销中间没有被固定住,因此定位精度较差。由于上述原因,从精度上考虑,定位销不能用于4张以上的板。
一般最常用的是直柱型定位销,但有时也会用到锥形定位销。锥形定位销有可能因振动、冲击而松弛,请特别注意。
此外,用定位销来支撑从侧面施加的压力并不是定位销本身的用途,最好不要对它能充分达到目的抱太大希望。
请参考配合使用的连接螺丝的尺寸来确定定位销的直径。一般使用与螺丝尺寸相同的直径,或者比螺丝尺寸大一号的直径。




 高品质
高品质
 低价格
低价格
 快交期
快交期
 优服务
优服务
 400-631-6128
400-631-6128